Оригинальная кровля и дизайнерские крыши: Как и чем самому просверлить отверстие в нержавейке своими руками в домашних условиях stainless steel. Технология и методика сверления нержавеющей стали – рекомендации по сверлам, дрелям и инструментам. Сверла по
Здравствуйте! Подскажите, пожалуйста, как просверлить лист пяти-миллиметрового нержавеющего железа. Сверлил обычным способом дрелью и сверлом на 5,сверлил 30 минут три раза точил сверло так и не просверлил, может есть какой-то другой способ?
Владимир, Петропавловск-Камчатский.
Привет, Владимир из Петропавловска-Камчатского!
Есть такие марки нержавейки, которые обычным сверлом по металлу из углеродистой стали, практически просверлить невозможно. Для их сверления применяют высокопрочные специальные сорта инструментальной стали. Это легированная сталь, содержащая добавки ванадия, хрома, вольфрама и другие металлы.
Их еще надо достать или приобрести.
Попробуйте купить набор японских сверл. Они на сегодня считаются весьма неплохими. Значительно более лучшими, чем российские и белорусские, не говоря о китайских.
Перед сверлением накерните место отверстия, во избежание смещения сверла. Угол заточки сверла должен быть около 120 градусов или даже более того. Передняя режущая кромка сверла должна быть выше чем задняя.
Часто сверление производят сверлами не сразу же того диаметра, что нужно, а более тонкого, только лишь потом применяя сверло необходимого диаметра.
Сверлить, разумеется, лучше даже не электродрелью, а на небольшом сверлильном станке. На невысокой скорости вращения сверла. Большие обороты здесь недопустимы.
И подача, то есть давление на сверло сверху не должны быть запредельными.
Если вам необходимы в нержавейке просто отверстия, которые не обязательно должны быть точными по размерам, а, допустим, это отверстия в мангале или в чем то подобном, то, иногда, применяют просто метод прожига металла. Огнем газовой горелки с применением кислорода, электросваркой, контактными электродами.
С последующей зачисткой места прожига болгаркой (углошлифовальной машинкой).
Или попробуйте метод, когда лист металла нагревается на газовой горелке (как вариант, на газовой домашней плите) до максимально высокой температуры. После чего сверлят по вышеописанному методу.
Если не применять горелку или плиту, то вполне может сойти обычная паяльная лампа. Нагрейте лист до температуры в две-три сотни градусов, установите сверло малого диаметра (допустим, Ф3 миллиметра), напротив накерненного места и на небольших оборотах малой подачей сверлите.
При этом необходимо постоянно, каждые две-три минуты, охлаждать сверло машинным маслом, на худой случай обычной водой.
Другого метода в домашне-гаражном варианте сверления подсказать не могу.
Задать вопрос Семенычу (автору материалов)
Наш сайт регулярно пополняется интересными и уникальными материалами и статьями по тематике пиломатериалов, строительных материалов и работ, приводится авторское мнение и знания реального шабашника с опытом работы более 15 лет. Имеется раздел - забавные истории шабашников. Если вы желаете получать информацию об этом, подпишитесь на рассылку новостей нашего сайта. Гарантируется непередача вашего адреса третьим лицам.
Можно определенно сказать, что любой дом хранит свои загадки. Их количество в каждом доме свое. Чтобы справиться с ними, как правило, нужно использовать советы и знания других людей, которые знакомы с подобными проблемами. Одной из таких сложных задач считается, чем сверлить нержавейку. Не обладая определенными знаниями и навыками, вы наверняка, попытаетесь сделать нужное вам отверстие в слое нержавеющей стали, но безуспешно.
Инструкция по выполнению данного мероприятия:
1. Прежде всего, для того, чтобы проделать отверстие в слое нержавейки, нужно использовать особую смазку. Чаще всего, чтобы получить данную смазку, надо определенного вида серу смешать с машинным маслом. Сера, необходимая для этого смешивания продается в специальных магазинах. При покупке ее, обращайте внимание на название этой серы. Ее название может быть следующим:
- Сера для окуривания.
- Коллоидная сера.
- Серный цвет.
Если вы купили серу, которая называется «коллоидная сера» или «серный цвет», ее можно смешивать с маслом в том виде, в котором она находится в упаковке. Но в случае, если у вас имеется «сера для окучивания», вы должны предварительно размять ее, после этого добавить масло и перемешать.
2. Для создания смазки с гораздо более действенными свойствами по сравнению со смазкой из серы и машинного масла, вам нужно смешать серу с жирными кислотами. Где взять эти жирные кислоты? Для этого, самое низкосортное хозяйственное мыло измельчите, а затем добавьте горячей воды. В приготовленный мыльный раствор надо влить значительное количество соляной кислоты, для этого возьмите техническую соляную кислоту. После реакции взаимодействия данных веществ жирные кислоты окажутся на поверхности емкости. Затем прибавьте в этот сосуд много холодной воды. Это приведет к тому, что жирные кислоты загустеют, и их можно будет снять с поверхности. Проведите 5 процедур промывания жирных кислот. Первый раз добавьте горячей воде, потом холодной, соберите их с поверхности, и так далее.

3. Собрав достаточное количество жирных кислот, перемешайте их с серой. Пропорции должны быть 6:1. Таким образом, смазка для проведения отверстия в нержавеющей стали приготовлена, остается ею воспользоваться. Не забывайте, что, осуществляя процесс сверления, сверло не должно перегреваться. Периодически делайте перерыв в работу, чтобы сверло могло остыть. Не следуя данной инструкции, смазка может вместо помощи оказать затруднение в выполнении данного мероприятия.
Соблюдение несложных правил
Для того, чтобы не столкнуться с трудными ситуациями, такими как, сильный перегрев места сверления, чрезвычайный нагрев сверла и других, нужно соблюдать некоторые простые правила, что поможет выполнить абсолютно гладкие отверстия без сопутствующих затрат времени и денег. Также надо иметь в виду, что из-за вязкой структуры нержавеющей стали, пласт нержавейки надо сверлить на малых оборотах, чтобы не допускать перегрева сверла. Сверла нужно использовать только очень острые. Помимо этого, чтобы не допустить значительный перегрев места сверления, что приведет к большим трудностям по проведению сверления, каждые 10 секунд надо минимизировать температуру сверла.

Следите за стружкой в период осуществления сверления, если она получается все мельче и темнее, это означает, что сверло затупилось, а место отверстия в нержавейке перегрелось. Поэтому вы должны подточить сверло или поменять на другое, чтобы успешно закончить начатое дело. Как правило, начинать сверление нужно со сверла, имеющего малый диаметр, размером которого соответственно четверка или пятерка. Затем постепенно переходить на сверло, которое имеет подходящий размер для получения нужного отверстия. Выполняя процесс сверления подобным образом, можно произвести более гладкое отверстие, и при этом сильно уменьшить время, затраченное на это.
Вопрос о том, как просверлить любую нержавейку в домашних условиях, обычно не возникает, если использовать для этих целей специальные сверла для . Наряду с такими сверлами, которые позволяют быстро и качественно сформировать отверстие требуемого диаметра, необходимо использовать специальные охлаждающие составы, а также строго выдерживать технологические параметры.
На производстве для сверления нержавейки используют промышленные станки с подачей охлаждающей жидкости. В домашней мастерской приходится осваивать некоторые хитрые приемы
Смазочные материалы
Сверление отверстий в изделиях из , выполняемое обычным сверлом, может закончиться неудачей. Объясняется это тем, что стали, относящиеся к категории нержавеющих, отличаются повышенной вязкостью, поэтому их сверление, особенно выполняемое в домашних условиях, сопровождается значительным нагревом режущего инструмента и, как следствие, его выходом из строя.
Чтобы качественно и быстро сверлить нержавейку, учитывая все вышесказанное, необходимо использовать охлаждающий материал, который, кроме того, должен отличаться хорошими смазывающими свойствами.

При необходимости часто сверления нержавейки есть смысл оборудовать станок самодельной системой подачи жидкой смазки (в качестве насоса подойдет автомобильная помпа)
Наиболее распространенным составом, применяемым в качестве охлаждающей и смазывающей жидкости при сверлении отверстий в нержавеющей стали, является раствор, состоящий из машинного масла и серы. Для приготовления такого раствора может быть использована как коллоидная сера, так и сера для окуривания, которую часто называют «серный цвет».
В том случае, если сера, имеющаяся в вашем распоряжении, представляет собой мелкий порошок, ее можно сразу смешивать с машинным маслом без специальной подготовки. Если же вы приобрели кусковую серу, ее надо предварительно перетереть.
Можно сделать сверление стальных нержавеющих изделий более эффективным, если использовать для выполнения такой операции смазывающе-охлаждающую смесь, состоящую из серы и жирных кислот, которые можно получить самостоятельно в домашних условиях. Для этого необходимо сделать следующее:
- измельчить кусок хозяйственного мыла (можно использовать самое дешевое);
- смешать измельченное мыло с горячей водой и тщательно размешать полученную смесь;
- в полученный раствор добавить техническую соляную кислоту;
- дождаться, пока на поверхность полученного раствора начнут подниматься жирные кислоты;
- после этого добавить большое количество холодной воды;
- с поверхности раствора снять затвердевший ствол жирных кислот, которые в дальнейшем и используются для приготовления смазывающе-охлаждающего раствора.
Полученные при приготовлении жидкости для сверления жирные кислоты смешиваются с серой в соотношении 6:1. Используя раствор, сделанный по такому рецепту, можно легко просверлить изделие из нержавейки, отличающееся даже значительной толщиной. Естественно, что при выполнении такой процедуры следует придерживаться определенных технологических рекомендаций.
Полезные приемы при сверлении
Есть несколько несложных приемов, позволяющих качественно и быстро просверлить отверстие в нержавеющей стали. Перечислим наиболее распространенные из них.
- Сверление горизонтальных поверхностей из нержавейки лучше выполнять, предварительно пропуская сверло через смазывающую и охлаждающую жидкость, налитую в резиновую шайбу или пластиковую пробку, установленную непосредственно над местом расположения будущего отверстия.
- Если необходимо просверлить отверстие в стальной нержавеющей поверхности, расположенной вертикально, то в месте сверления можно закрепить шарик, изготовленный из парафина, который и обеспечит смазку режущего инструмента.
- Вне зависимости от того, будете вы сверлить нержавейку при помощи бытовой электрической дрели или промышленного оборудования, осуществлять такую технологическую операцию лучше на небольших оборотах режущего инструмента (100–600 об/мин). Использование даже очень качественной жидкости для смазки и охлаждения не сможет обеспечить качественный результат сверления нержавеющей стали, осуществляемого на больших оборотах.

Для того чтобы получить более подробное представление о том, как правильно просверлить детали из нержавейки, можно изучить данный процесс по видео.
Проблем со сверлением на невысоких оборотах не возникает, если для этого используется станок или дрель, на которых предусмотрена опция регулировки данного параметра. Если же такой опции нет, то нержавейку просверлить можно следующим образом.
- Электрический сверлильный инструмент запускается буквально на 1–2 секунды.
- После кратковременного пуска дрель сразу выключается.
Такой нехитрый технологический прием позволяет обеспечить невысокие обороты вращения режущего инструмента, что, собственно, и требуется для качественного сверления нержавейки.
Выбор сверла
Если вам требуется просверлить изделие из нержавейки, выбор сверла наряду с подбором соответствующей смазывающей и охлаждающей жидкости, а также технологии выполнения операции является важнейшей процедурой, определяющей качество конечного результата. До недавнего времени для сверления нержавеющих сталей использовались кобальтовые сверла.

Кобальтовые сверла, которые были оснащены цилиндрическими хвостовиками, выпускались из сплавов марки Р6М5К5, а в отдельных случаях из стали Р18, в которой количество кобальта было ограничено 5%. Преимущества сверл, изготовленных из сплава, содержащего в своем химическом составе кобальт, заключаются в том, что данный химический элемент придает инструменту высокую твердость, что и позволяет ему достаточно легко просверлить любое изделие из нержавейки. Нормативным документом, в соответствии с которым выпускались такие инструменты, был ГОСТ 10902-77.
На сегодняшний день эти сверла уже не производятся промышленностью, и найти их на рынке непросто. Между тем современные производители выпускают множество аналогов для работы с нержавейкой, качество которых находится на высоком уровне. Если выбирать из таких инструментов, можно обратить внимание на сверла зарубежного производства, на которых стоит маркировка HSS-Co. Они выпускаются по стандарту DIN 338 и изготовлены из стали, в составе которой содержится не менее 5% кобальта. По сути, материал, из которого они сделаны, является аналогом сплавов марок Р18 и Р6М5К5.

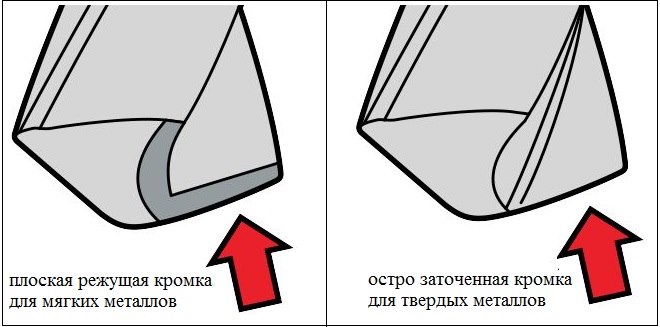
Характерным отличием сверла с добавкой кобальта является более тупой угол заточки для облегчения центровки в начале сверления
Совершенно не обязательно использовать кобальтовый инструмент для того, чтобы просверлить в домашних условиях нержавейку. С такой задачей неплохо справляются и сверла, изготовленные из твердых сплавов. Отличаются такие сверла для нержавеющей стали не только материалом своего изготовления, но и очень острой заточкой режущей части (заточка выполняется с одной стороны). Следует, однако, учитывать, что стоят они достаточно дорого и приобрести их в обычных строительных магазинах не всегда реально.
Если вам надо просверлить отверстие в нержавейке, воспользуйтесь несколькими рекомендациями, которые позволят вам выполнить такую процедуру без особых проблем.
- Если толщина изделия из нержавеющей стали, которое необходимо просверлить, превышает 6 мм, то выполнять такую процедуру лучше всего по двойному методу. Суть данного метода заключается в том, что в нержавейке сначала сверлится отверстие небольшого диаметра, а только после этого его рассверливают до необходимого размера.
- В том случае, если толщина изделия небольшая (1–2 мм), просверлить в нем отверстие можно при помощи обычного сверла по металлу, режущая часть которого затачивается под углом 120°. Очень важно выполнять операцию на небольших оборотах (до 100 об/мин), тогда инструмент не будет сильно перегреваться и не выйдет из строя.
- Если отверстие требуется просверлить в изделии из нержавеющей стали, толщина которого менее 1 мм, то для этого лучше использовать конструкции. Применение такого инструмента, который можно приобрести во многих строительных магазинах, позволяет получать качественные отверстия даже в очень тонких деталях.
Если вы собрались просверлить отверстие в нержавеющей стали, но раньше никогда этого не делали, не стоит ограничиваться только теоретической информацией. Желательно также посмотреть видео на эту тему, которое несложно найти в интернете. Кроме того, берясь за решение такой непростой задачи, желательно запастись качественным режущим инструментом и соответствующим оборудованием.
2
, средняя оценка: 5,00
из 5)
Слово НЕРЖАВЕЙКА на столько плотно вошло в нашу жизнь, что даже кухня не представляется без нержавеющих столовых приборов, кастрюль, сковородок, небьющихся термосов, походных кружек. Она применяется везде от стоматологии до космоса.
Так что же скрывается под этим словом. В большинстве случаев у многих в уме всплывает "железяка" не ржавеющая в воде. На самом деле слово нержавейка объединяет огромное количество сплавов железа для которых устойчивость к коррозии в воде, всего лишь одно из многих свойств.
Как получают нержавеющие стали. Обычному железу столь необычное свойство, как устойчивость к воздействию агрессивной среды придают добавки других металлов. В первую очередь это хром, марганец, никель, молибден и другие металлы. В зависимости от процентного содержания того или иного металла в сплаве получается материал с разными характеристиками.
На сегодняшний день самым распространенным и универсальным сплавом является так называемая "пищевая нержавейка
" марки AISI304
. Российским аналогом является сплав 08Х18Н10
содержащий в своем составе не менее 18 процентов хрома и 10 никеля. Полное название аустенитная сталь с низким содержанием углерода. Основное назначение пищевая промышленность, хранение молока, продуктов питания, химреактивов, столовые приборы, трубопроводы и другие конструкции. Выпускается листами 1х2 метра, а трубы и профили по 6 метров длинной. Поверхность бывает полированной, шлифованной и не обработанной
Обработка нержавейки
не вызывает серьезных проблем. Тонкий металл рубится, штампуется, выдавливается, разрезается абразивными кругами предназначенными для резки нержавеющей стали и имеющие маркировку "INOX". И даже широко применяется такой способ изготовления деталей вращения.
Причем эта марка стали на столько пластична, что позволяет "выкатывать" изделия с толщиной стенки 0,15-0,2мм. Вот например сколько весит кружка объемом 0,5л
В домашних условиях резать нержавейку
лучше всего углошлифовальной машиной с диском диаметром 115 или 125мм и толщиной 1 мм, соблюдая правила техники безопасности.
Для обработки швов, растачивания отверстий и других операций, не требующих снятия большого объема металла удобно пользоваться бормашинами. К ним выпускается широкий ассортимент абразивных инструментов, начиная от твердосплавных боров, до небольших отрезных дисков с напылением из искусственных алмазов.

Сверление нержавейки в промышленных масштабах тоже не встречает сложностей, а в быту имеет только одно ограничение, по скорости вращения рабочего органа устройства.Это может быть и обычная электрическая дрель и сверлильный станок, главное чтобы обороты были максимально низкими. Около 100 оборотов в минуту, будут достаточными для того чтобы делать отверстия любого диаметра в металле любой толщины. В электродрели с электронным регулятором это делается легко, а как быть если такого в конструкции нет. Выход прост. Нужно дрель включать короткими нажатиями на кнопку пуска. За одну секунду коллекторный двигатель просто не успевает разогнаться до номинальных оборотов. Сверлильный станок есть далеко не у каждого, а вот его упрощенная версия в виде подставки под электродрель, вещь вполне доступная и не занимающая дома много места. При кажущейся простоте это устройство сильно облегчает процесс сверления.

Чем можно сверлить нержавеющую сталь . Отверстия диаметром до 10-12 мм в металле толщиной от 1 мм можно делать обычными сверлами с углом заточки режущей кромки около 120 градусов
Но все же предпочтение следует отдавать отечественным сверлам марки Р18 и широко сейчас распространенным сверлам в состав которых входит кобальт. В их маркировке так и указано СО5, то есть в составе металла 5 процентов кобальта. Они позволяют сверлить нержавейку даже на высоких(до 800) оборотах. Отверстия более 6мм проще делать за несколько проходов. На пример 2,5 мм, затем 6 мм, затем 10 мм.
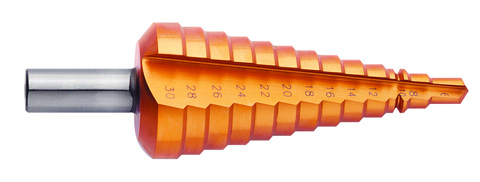
Для сверления тонкого (до 1 мм) металла существуют специальные ступенчатые сверла.
Их главное достоинство в том что они не задирают края отверстия и оно получается идеально круглым.
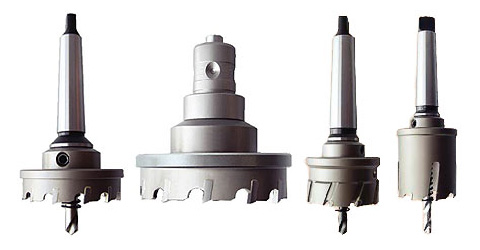
Для того чтобы сделать отверстие большого диаметра существуют кольцевые сверла так называемые "коронки".
Ими
можно делать отверстия от 14 мм и выше, ряд их диаметров соответствует и
сантехническому (дюймовому) ряду труб и метрическому. Они имеют оснастку
для зажимания, в стандартный сверлильный патрон с диаметром применяемых
сверл до 13 м. Благодаря этому можно делать отверстия в листовом и любом
другом металле.
Для соединения изделий из нержавеющей стали подходят все известные способы. Это и пайка низкотемпературными безсвинцовыми(пищевыми) припоями, высокотемпературными припоями, ручная и автоматическая сварка в среде защитных газов. Пайка низкотемпературными припоями самая доступная в быту, а ассортимент выпускаемой посуды из нержавеющей стали столь разнообразен, что позволяет изготавливать самые разные детали самогонных аппаратов.
Пайка нержавейки
припоями с высокой температурой плавления распространена не столь
широко, в связи с тем что требуется более сложное оборудование.
На
сегодняшний день ручная дуговая сварка не плавящимся электродом в среде
аргона является лучшим способом соединения деталей. Несколько лет назад
это было доступно только узкому кругу людей, а сейчас сварочный аппарат с
функцией сварки в среде аргона (международное обозначение TIG) можно
купить в любом специализированном магазине. Вместе с баллоном, заполненным
аргоном, и редуктором, понижающим давление газа на выходе.
При просверливании нержавеющей стали всегда нужно использовать специальную смазку. Без нее сделать отверстие не удастся. Такая смазочная жидкость обычно состоит из машинного масла и серы. Это может быть сера для окуривания, коллоидная сера или любая другая. Если для производства такой жидкости была выбрана сера для окуривания, ее нужно предварительно перетереть, остальные можно использовать без какой-либо обработки.
Более сложным вариантом смазочной жидкости является консистенция из жирных кислот и серы. Для ее изготовления берут мыло, в данном случае хозяйственное, делят его на мелкие кусочки и растворяют в горячей воде. В мыльный раствор доливают соляную кислоту, после чего можно увидеть, как жирные кислоты всплывают. При добавлении в емкость прохладной воды, эти кислоты быстро твердеют, благодаря чему легко отделяются. Далее их необходимо тщательно промыть. Для этого их кладут в емкость, добавляют слегка горячей воды и мешают около 5 минут, постепенно добавляя прохладную воду. Затем вода сливается, а сама процедура повторяется еще 4 раза. Для смазочной жидкости сера смешивается с жирными кислотами в соотношении 1:6.
Простые правила
Чтоб избежать неприятных моментов, связанных, например, с перегревом сверла, сильным разогревом места сверления и других, необходимо выполнять несколько простых правил, что позволит сделать идеально ровные отверстия без дополнительных временных и материальных затрат. Нужно учитывать, что нержавейка имеет вязкую структуру, поэтому во избежание перегрева сверла, нержавеющую сталь нужно сверлить исключительно на небольших оборотах. Сверла при этом должны быть максимально острыми. Кроме того чтобы избежать сильного перегрева места сверления, что значительно утруднит дальнейшее сверление материала, необходимо уменьшать температуру сверла каждые 10 секунд.
Если в процессе сверления стружка становится все более мелкой и темной, это свидетельствует о затуплении сверла и перегреве отверстия в нержавейке. Перед продолжением работы сверло обязательно нужно подточить или же заменить на новое, более острое. Сверление нержавеющей стали обычно начинается сверлами небольшого диаметра, например, размерами пятеркой или четверкой. Далее можно использовать сверла нужно диаметра для достижения необходимого размера отверстия. В результате таких действий можно значительно сократить время сверления и сделать отверстие максимально ровным.