Заказать изготовление металлических двутавровых балок. Балка двутавровая сварная
Специализированная ПКФ «Метинвест-Сервис» предлагает широкую линейку металлопроката, включая полный ассортимент такой продукции, как сварные балки .
Изготовление сварной двутавровой балки на заводе: параметры цены
При формировании цены на выполняемый заказ, учитывается значительное количество параметров, основными из которых являются:
- Объём приобретаемого металлопроката и его стоимость;
- Сложность заказа;
- Необходимость предварительной разработки КМ или КМД;
- Требования заказчика по выпуску продукции с характеристиками, отличными от тех, которые задаются действующими стандартами;
- Срочность выполнения заказа и т.п.
Конкретная цена, по которой покупателю обойдётся сварная двутавровая балка , рассчитывается представителем ПКФ «Метинвест-Сервис» при получении заказа, с указанием его существенных параметров.
Производство сварной балки на заводе в Москве и Туле
Мы производим сварную балку на собственной производственной базе в Москве и Туле. Заказчик имеет возможность приобрести балку, соответствующую положениям действующих нормативов:
- Сводов правил:
- 13330.2011;
- 53-101-98;
- Стандартов:
- 23118-99 (ГОСТ);
- 8713-79 (ГОСТ);
- 14771-76 (ГОСТ);
- 26020-83 (ГОСТ).
При необходимости мы готовы изготовить балку с нестандартными размерами (по требованию заказчика).
Если клиенту необходима сварная балка, изготовление её мы выполняем с использованием сварочных автоматов, выполняющих поясные швы под флюсом. Двутавр собирается из трёх базовых элементов: две стенки и пояс.
Прежде, чем приступить к финишной сборке изделия специалисты «Метинвест-Сервис» выполняют ряд предварительных технических операций, в число которых входят:
- Правка исходного металла;
- Его резка;
- Обработка кромок заготовок.
Производство сварной балки предусматривает проплав всех стыковых соединений с учётом возможного противодействие ожидаемым усилиям. Чтобы обеспечить надёжность стыковки, швы провариваются с двух сторон с использованием, т.н. флюсовой подушки.
Выполнив сварку шва поясного, мы выполняем монтаж рёбер жёсткости. Завершающей операцией является сварка двутавра. После этого изделие поступает на кондуктор для устранения возможных нарушений геометрических параметров.
Изготовление сварной балки предусматривает использование такого специального металлообрабатывающего оборудования, как:
- Манипуляторы сварочные, оснащённые головками, работающими в автоматическом режиме. Технические возможности данного станка позволяют выполнять высококачественные сварные швы;
- Сварка может выполняться на стационарных сварочных станках: как портальных, так и консольных. Это оборудованием имеет встроенные системы контроля таких характеристик, как:
- Равномерность подачи флюса;
- Качество выполняемого сварного шва;
- Переработку отработанного флюса и его удаление.
- Если сварная балка выпускается мелким оптом, то применяется сварочный трактор.
Купить сварную балку (двутавр): цена в прайсе компании
Наше коммерческое предложение потенциальным заказчикам сформулировано в прайс-листе (открывается при нажатии), ознакомиться с которым можно на сайте, обратившись в отдел сбыта по любому из указанных контактов (zakaz@сайт, +7 495 230-70-33), либо при личном посещении ближайшего офиса компании.
Также, предлагаем ознакомиться с условиями поставки, ценами и прайсом на балку горячекатаную.
 |
 |
 |
Балка сварная
Балка сварная представляет собой металлоизделие, профиль которого напоминает букву «Н» .Отличается такая балка от аналогичной прокатной двутавровой балки способом изготовления и большей экономичностью и рациональностью в применении. За счёт того,что сварную балку изготавливают до 16м, получается прочная, но более лёгкая металлоконструкция. Использование сварных балок позволяет расширить пролёты здания, сварная балка изготавливается сразу нужной длины, за счёт чего уменьшается количество отходов и экономится время заказчика на монтаж конструкции. Сварная балка не менее прочна и надёжна,чем горячекатаная балка с металлургических комбинатов.
В компании ЗАО «Металлоторг» балку сварную изготавливает дочернее её предприятие ООО «Металлострой » на складах в Калуге и Твери.
Сварную балку производят из листов класса стали С245 (строительная сталь -ст 3) и С345 (низколегированная сталь 09Г2С).
Сварная балка применение
Применяют сварную балку в строительстве зданий и сооружений гражданского и промышленного назначения, для производства крупных металлоконструкций, линий коммуникаций, для перекрытий, в дорожном строительстве, машиностроении, судостроении и возведении мостов. За счёт отсутствия у сварной балки поперечных швов, её используют для тех металлоконструкций, которые испытывают поперечные и осевые нагрузки. Балка 09Г2С может использоваться как при очень низкой температуре минус 70град С,так и при очень высокой до плюс 450 град С.
Сварная балка изготовление :
1)Сначала создают заготовку из листов, заготавливаются полосы-штрипсы, 2)затем фрезеруют кромку полученных штрипсов на фрезерном станке, чтобы улучшить провар шва, 3)собирают заготовку - сбор Т-образного профиля,а затем кантовка его на 180 град. 4)сварка балки с помощью автоматического сварочного аппарата и 5)правка полок на специальном стане, устранение деформации, окончательная обработка торцов, 6)контроль качества швов. Весь процесс правки, резки, сборки автоматизирован и выполняется на современном оборудовании по ГОСТ 26020 и нормативам СТО АСЧМ 20. На сварную балку ГОСТ или СТО АСЧМ 20, как и на весь металлопрокат в нашей организации, выдаются сертификаты качества.
Сортамент производимой нами сварной балки: 30Ш3 и К3, 35Ш3 и К3, 40Ш2-Ш3, 45Ш1, 40К1-К5, 50Б2-Б3, 50Ш1-Ш4, 60Ш1-Ш4, 70Б1-Б2, 70Ш1-Ш5, 80Б1-80Б2, 80Ш1-Ш2, 90Б1-90Б2, 90Ш1-Ш2, 100Б1-Б4, 100Ш1-Ш4. На данный момент балка сварная по ст 09Г2С колонная 40К3 и широкополочная 40Ш2 имеется на складах в Москве и Твери, по ст3 широкополочная 45Ш1 и 90Ш2 лежит на складах в Калуге и Твери. Табличные данные по сортаменту (сварная балка размеры ) аналогичных горячекатаных балок можно просмотреть на нашем сайте или запросить у менеджеров компании.
Сварная балка купить
ЗАО «Металлоторг» силами предприятия ООО «Металлострой» предоставляет такие услуги, как проектирование конструкций и расчёт сварных балок, изготовление сварной балки больших сечений и металлоконструкций любых размеров и форм по чертежам клиента.
ЗАО «Металлоторг» предлагает доставку сварной балки в ближайшие и дальние регионы от складов производства, а также перемещение балки на другие металлобазы, удобные для заказчика; резку металлопроката в размер; отгрузку сборных вагонов сварной балки и горячекатаной. Наличие складов постоянно пополняется, прайсы на нашем сайте обновляются, что Вы можете отслеживать самостоятельно. Более подробную информацию по сварной балки цене за тонну и возможности изготовления конкретной сварной балки или металлоконструкции можно у менеджеров нашей компании по телефону или электронной почте. За счёт общей онлайн сети любой менеджер с удовольствием поможет Вам по вопросу изготовлению и преобретению сварной балки с любого склада компании.
 |
 |
 |
 |
Прежде чем говорить об изготовлении сварной балки, полезно разобраться с вопросом – зачем она нужна? Чем обычный, горячекатанный двутавр не устраивает потребителя? Какие преимущества может дать технология сварки по сравнению с горячей прокаткой?
По сути своей сварная балка аналогична горячекатанной с параллельными полками ГОСТ 26020-83. Этот стандарт описывает горячекатаные балки высотой от 100 до 1000 мм и шириной полок от 55 до 400 мм. Балки с параллельными гранями полок производятся трех видов.
- Б - нормальные двутавровые;
- Ш - широкополочные двутавровые;
- К - колонные двутавровые.
Характеристики изготовления сварных двутавровых балок и сортамент соответствуют этому стандарту. Разница у серийной продукции заключается в основном в цене. Прокатывать балку больших размеров очень затратный процесс, проще и дешевле ее сварить на автоматической линии. Поэтому, начиная с 55 номера, в конструкциях часто применяется сварной тип.
Технологии производства сварных балок
Следующей важной причиной является необходимость изготовления балки с размером более 1000 мм. Такие изделия часто применяются в качестве несущих конструкций для подкрановых путей. Мостовые краны большой грузоподъемности требуют применения мощных двутавров большого номера, но они не прокатываются. Выход один – производство сварной балки. Подобные ситуации, когда нагрузки превышают возможности горячекатаных балок, встречаются достаточно часто.
Последним фактором в пользу сварных двутавров является возможность получения специальных размеров и геометрии, под заказ. Технология прокатки обеспечивает очень широкий ассортимент размеров и соотношений ширины полок к высоте, но изготовление сварной балки с иной геометрией принципиально, ни чем не ограничено.
Наша компания осуществляет производство сварных двутавровых балок с сортаментом по ГОСТ26020-83 и по специальным размерам на заказ. Причем стоить отметить важное преимущество – заказывая ООО «ИнТехПро» двутавр, вы можете получить готовое, нужное вам изделие. Т.е. будут просверлены все отверстия для крепления деталей, приварены ребра жесткости и т.д. Разумеется, все будет зачищено и покрашено в соответствии с ГОСТом. В этом случае, покупателю отгружается не просто изготовленная сварная балка, стоимость которой меньше чем цена обычного двутавра, он получает готовую к установке металлоконструкцию. Такой подход снижает затраты и экономит время производства.
Колонны сварные из двутавра

Колонный двутавр редко используется в качестве балок перекрытия, или других элементов, не связанных с вертикальной нагрузкой. Широкие и толстые полки практически не дают преимущества при горизонтальной нагрузке, при этом значительно увеличивают расход металла. В итоге колонный двутавр имеет самый большой вес погонного метра среди двутавров, главным его предназначением остаются колонны, в ином качестве его использовать не выгодно.
В связи с этим, заказывая в нашей компании сварные балки для колонн, строители получают дополнительное преимущество по сравнению с приобретением горячекатаного проката. Покупатель может сразу получить не просто колонный двутавр, а полностью готовые к установке колонны. Изделие будет точно соответствовать всем размерам. В заводских условиях, в соответствии с чертежами будут просверлены необходимые отверстия, на колонну будут установлены все дополнительные элементы необходимые по проекту.
Операции сварки будут выполнены в соответствии с ГОСТами и с обязательным контролем качества. При необходимости колонны будут загрунтованы и покрашены.
В настоящее время балка двутавровая сварная прочно вошла в строительную сферу, потеснив стандартные балки, элементы которых скреплялись между собой множеством болтов, штырей и заклепок, утяжелявших конструкцию зданий.
1 Сварная двутавровая балка – выгоды применения
Экономическая выгода от применения сварных двутавров для возведения сооружений и зданий дает возможность строительным предприятиям снижать себестоимость работ, гарантируя при этом уникальную надежность строений. Использование таких балок, как и разных , обеспечивает оптимальную форму сечений и опор отдельных строительных элементов, снижающих общий вес конструкций из металла.
Каркасы из двутавров характеризуются очень высокой прочностью, как, впрочем, и любые другие элементы зданий – рабочие площадки, эстакады, межэтажные перекрытия и так далее. На данный момент сварные балки без преувеличения незаменимы при строительстве быстровозводимых сооружений, а также в сфере машиностроения. Популярность изделиям добавляет и то, что технология их изготовления весьма экономична. Производить сварные двутавры можно и мелкими партиями, и серийно.

В первом случае применяется малоэффективная, достаточно-таки примитивная оснастка, что ведет к удорожанию себестоимости готовой продукции.
Зато серийное изготовление сварной двутавровой балки на автоматических станах либо на поточных технологических линиях – экономически очень и очень выгодный процесс. Именно о серийном производстве двутавров на поточных производственных линиях, которые обычно оборудуются множеством специальных установок и приспособлений, обеспечивающих непрерывность процесса, мы и поговорим.
2 Производство сварной двутавровой балки
Данный процесс осуществляется в несколько последовательно идущих друг за другом стадий, каждая из которых на сегодняшний день идеально отработана:
3 Сварка балок двутаврового сечения
Вид сборки двутавра определяется конструкцией и характером выбранного способа сварки поясных швов изделий, а также тем, какие приспособления используются. Как правило, поясные длинные швы на сборочных предприятиях сваривают автоматами под флюсом. Сначала изделие собирается из стенки и поясов, являющихся основными его элементами, затем производится скрепление его поясных швов.
После этого монтируются ребра жесткости, и осуществляется непосредственно сварка двутавровой балки (вручную либо с помощью полуавтоматического оборудования). Финальная сборка двутавра выполняется в специальном кондукторе или с применением прихваток и хомутов. В тех случаях, когда изделия изготавливают на автоматизированных линиях, технология сварки двутавровой балки становится менее затратной, причем получаемая продукция отличается идеальной надежностью.

Популярность использования жидкого флюса обусловлена тем, что он значительно улучшает процесс сварки. Нерасплавленный флюс находится под давлением. Это обеспечивает отсутствие явлений разбрасывания и разбрызгивания жидкого металла, что гарантирует беспроблемное образование качественного сварочного шва при высоких (до 4 тысяч Ампер) показателях силы тока.

При сварке открытой дугой из-за разбрызгивания и угара может теряться до 30 процентов металла. Если же выполняется сварка двутавровых балок встык под флюсом, потери составляют от силы два процента, а иногда и меньше (около 1 %). Кроме того, когда горячий металл остывает под флюсом, улучшается выход газа из-под его слоя за счет более медленного охлаждения расплавленной композиции.
4 Виды сварочных установок для сварки двутавров
Несомненно, наиболее оптимальным является процесс автоматического производства и сварки балок двутаврового сечения. Он гарантирует малые затраты на материалы, требуемые для сварочных работ, снижение числа добавочных операций (не нужно кантовать и позиционировать заготовки) и количества работников, принимающих участие в производственном процессе. Но кроме него сварка двутавровых балок между собой (в стык) может выполняться при помощи такого оборудования.
Рекомендуемые схемы сварки двутавровых балок.
Сварку балки с разделкой кромок на вертикальных стенках с двумя поясами производить согласно (рис.1), предварительно разметив на участки длиной не более 300 мм: в последовательности: 1-1, 2-2", 3-3", и т.д. Выполнить 1-й проход сварного щва №1 обратно-ступенчзтым способом от середины к краям с разбивкой на n равных частей. После заварки 1-го прохода св.шва №1 сборочная единица кантуется на 180° и выполняется сварка 1-го прохода сварного шва №2. Сварка последующих проходов сварных швов №1 и №2 выполняется в последовательности 3-4, 5-6, 7-8 до получения заданных геометрических размеров сварного шва (рис.2).
Рис.1 Cварка первого шва
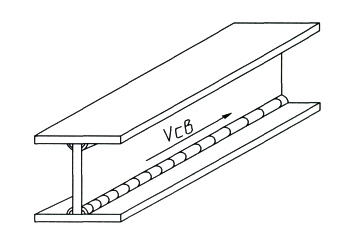
Рис.1 Сварка заполняющих швов автоматом
![]()
Рис.2 Сварка балки с t>8 мм.
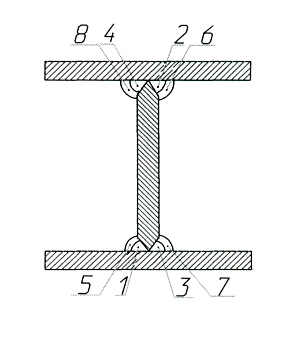
Рис.2 Сварка балки с t
При сварке балок из частей взаимное расположение швов должно быть как показано на (рис.3).
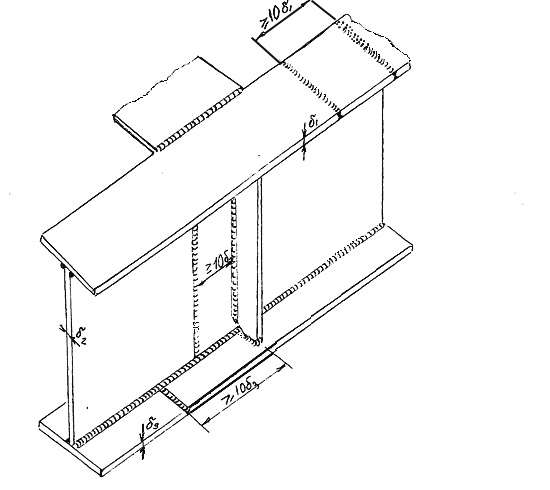
Рис.3 Взаимное расположение швов.
Примеры расположения сварных швов металлоконструкций типа болок и стоек, а так же их исполнение показано на схеме рис.4.
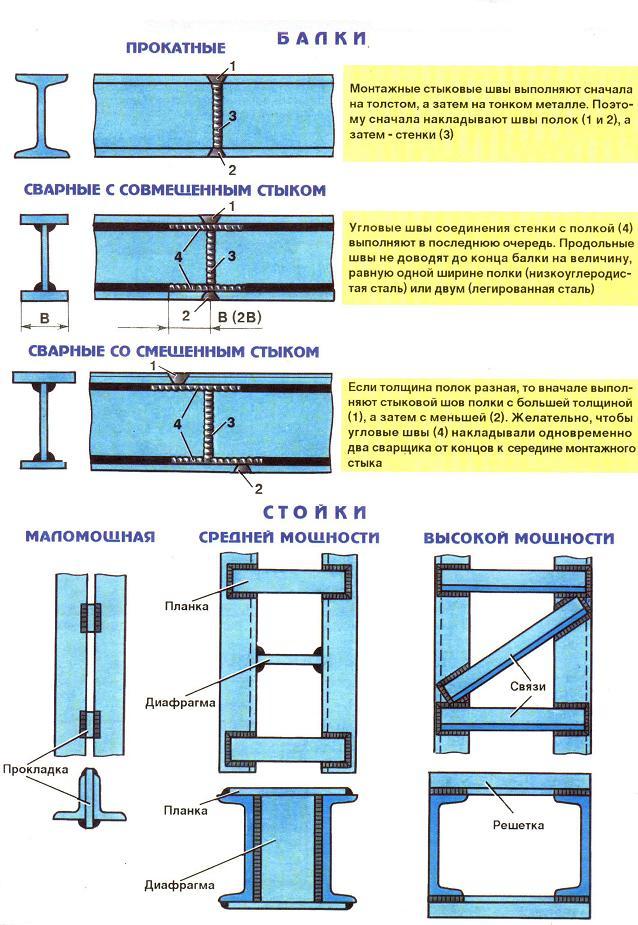
Рис.4 Расположения сварных швов металлоконструкций
Основные технологические приемы сборки и сварки конструкций коробчатого сечения можно показать на примере изготовления сварной двутавровой балки с ребрами жесткости. Отдельные листы соединяют в длинные полосы, которые являются полками и стенками двутавровой балки. На сборочно-сварочном стенде согласно чертежу устанавливают обе полки, стенку и ребра жесткости. Элементы двутавровой балки фиксируют относительно друг друга с помощью прихваток. Длина прихваток 30-40 мм, расстояние между ними 350-400 мм.
Сварку двутавровой балки ведут от середины к краям. Первоначально выполняют все швы в пределах одного центрального контура, ограниченного стенкой, двумя полками и двумя ребрами жесткости, с одной стороны стенки (рис. 5). Затем сваривают швы противоположного контура, т. е. расположенного на другой стороне стенки.
На рис. 5 цифрами I-VIII обозначена последовательность сварки контуров. Порядок наложения швов внутри одного контура обозначен цифрами 1-8. Выбранная технология сварки контуров - в шахматном порядке.
Швы 1, 4, 5 и 7 рекомендуется накладывать обратноступенчатым способом. Такой способ уравновешивания деформаций, заключающийся в чередовании наложения швов по контурам, обеспечивает наименьшего коробления конструкции.

Рис.5 Расположения сварных швов двутавровой балки с ребрами жесткости
Собрав на плите ферму прихватить каждую перемычку не менее, чем в 2-х местах. Длина прихваток 10±2 мм, высота 5+1мм. Прихватки зачистить, кратера с трещинами подрезать. Обеспечить плавный переход прихваток к основному металлу. При сборке следить за плоскостностью фермы и по окончании проверить на соответствие требованиям чертежа.
Собранную ферму закрепить в приспособлении для кантовки и установить на ролики. Сварку выполнять от середины фермы к краям. Порядок сварки узлов конструкции показан на (рис.5, 6). Сварку выполнять двумя сварщиками, с перекантовкой фермы до полной обварки каждой связи. Направление сварки в соответствии с эскизом.
Необходимо учесть: начало и конец обрыва дуги должны быть зачищены с плавным переходом на длине шва 10+4 мм. Начало и конец последующего валика должен перекрывать предыдущий валик на 10-14 мм.
